
Καυτός Τύπου εξοπλισμός κατασκευής μπαταριών λι ιονικός για την μπαταρία λίθιου φωσφορικού άλατος σιδήρου
2.1.1 επισκόπηση λειτουργίας
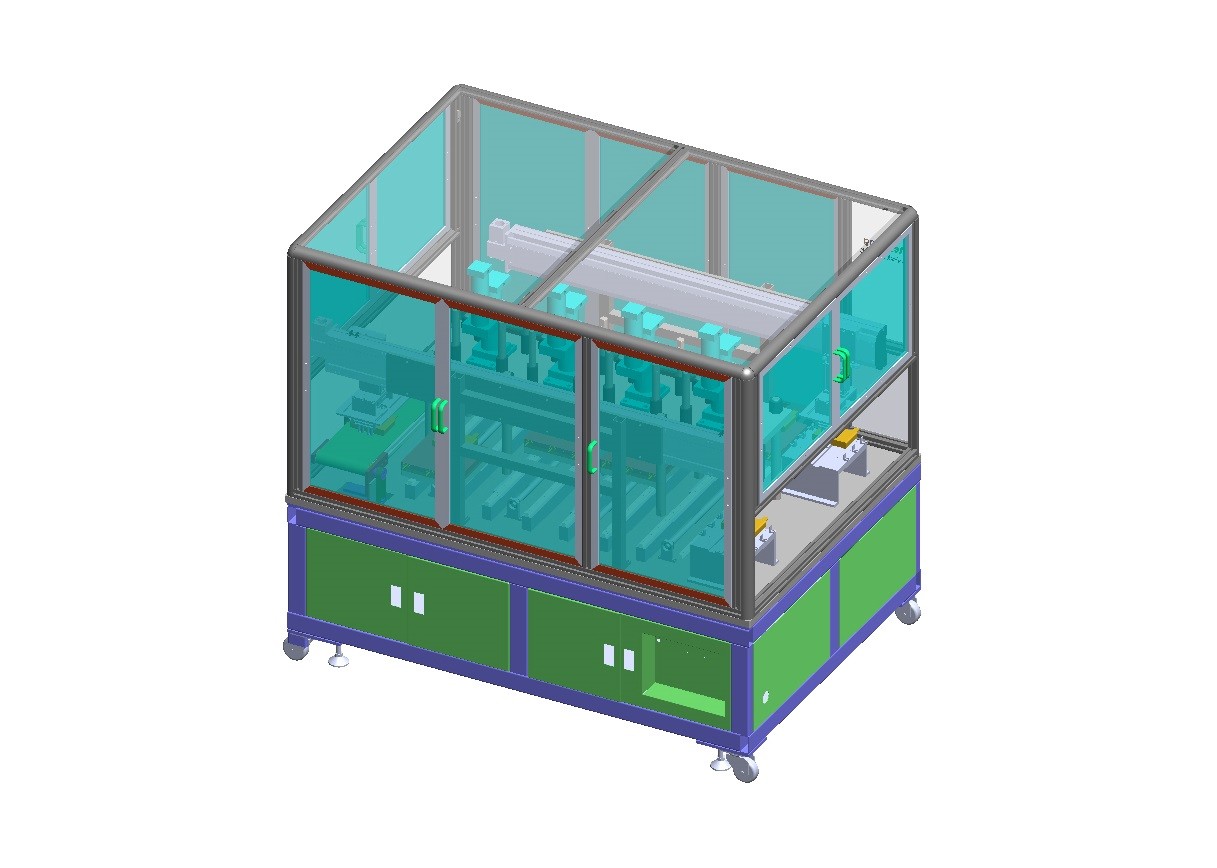
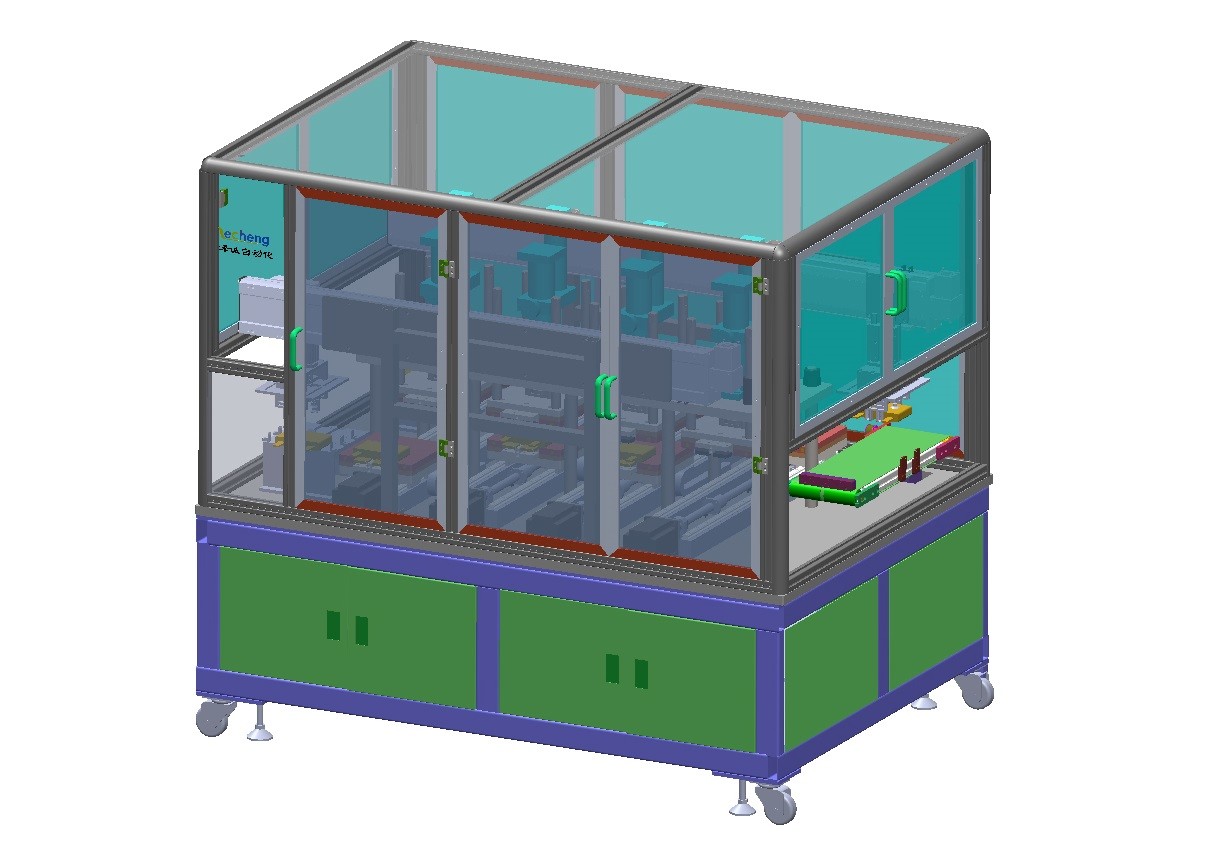
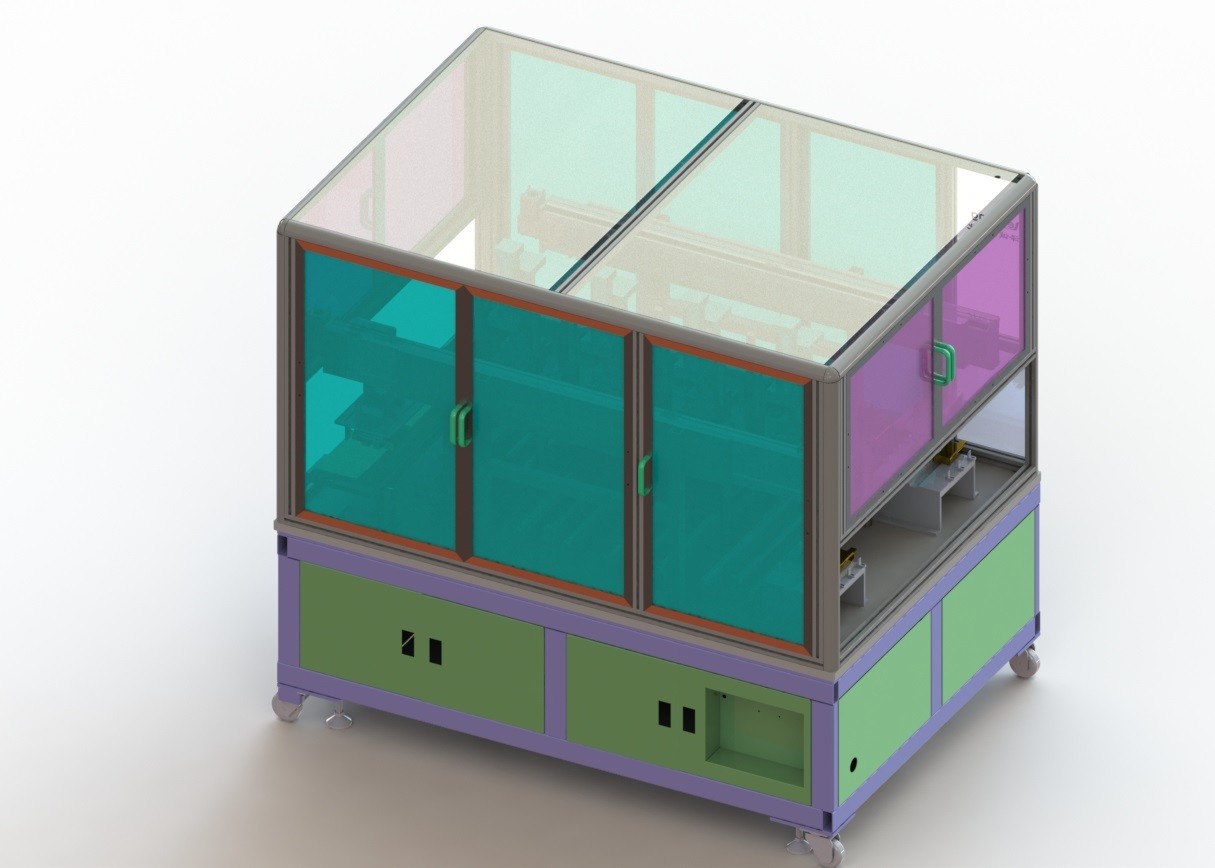
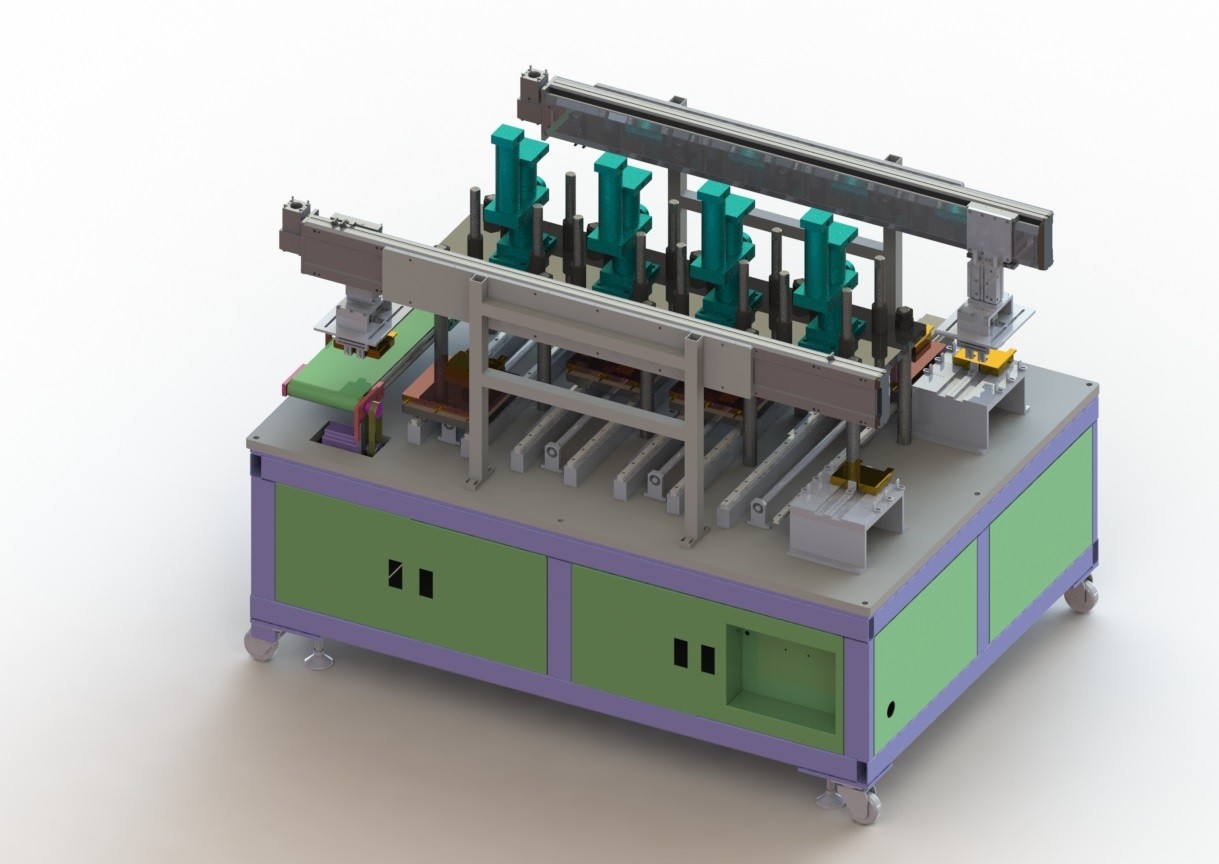
Η καυτή πιέζοντας μηχανή υιοθετεί τον τύπο ευθειών γραμμών 4 σταθμών, κυρίως συμπεριλαμβανομένου του μηχανικού χεριού που ταΐζει και ξεφορτώνοντας, αυτόματος καυτός που πιέζει, δοκιμή γεια-δοχείων και άλλος λειτουργία. Ο αισθητήρας ανιχνεύει σε ισχύ την ανύψωση επάνω του κυττάρου μπαταριών αφότου είναι σε ισχύ το προϊόν, και το κύτταρο ελασματοποίησης αρπάζεται με το χέρι και τίθεται στον καυτό πιέζοντας σταθμό. Η καυτή συμπίεση διαρκεί σύμφωνα με τον καθορισμένο χρόνο, και η δοκιμή γεια-δοχείων διευθύνεται αφότου τελειώνουν την καυτή συμπίεση. Αναφερθείτε στο σχέδιο σχεδιαγράμματος ως εξής:
![]()
1.3 εισαγωγή των κύριων λειτουργιών
1) η ενιαία γραμμή διοικητικών μεριμνών στρώματος χρησιμοποιείται για τη σίτιση: η τοποθέτηση σε στρώματα της μηχανής βάζει αυτόματα μια ενιαία μπαταρία jig διοικητικών μεριμνών, και ο φορτίζοντας μεταμοσχεύοντας χειριστής αρπάζει την μπαταρία και την βάζει σε έναν καυτό πιέζοντας μηχανισμό
2) καυτός πιέζοντας μηχανισμός: ηλεκτρική θέρμανση πίεσης κυττάρων
A) καυτή συμπίεση: καυτή συμπίεση χωρίς παλέτα
B) παραλληλισμός μεταξύ των ανώτερων και χαμηλότερων πιέζοντας πιάτων: ≤±0.05mm
C) στο στάδιο της καυτής συμπίεσης, έχει τη λειτουργία της ρύθμισης θερμοκρασίας. Η καυτή πιέζοντας θερμοκρασία μπορεί να προσαρμοστεί μέσα στη σειρά της κανονικής θερμοκρασίας σε 130℃. Η ακρίβεια ρύθμισης είναι 1℃, και το προφανές λάθος θερμοκρασίας είναι ≤1℃.In η συνεχής διαδικασία παραγωγής, η καυτή θερμοκρασία πίεσης ελέγχεται μέσα σε ±3℃
D) όταν ο καυτός πιέζοντας χρόνος είναι stepless και διευθετήσιμος από 0 στη δεκαετία του '60, η χρονική ακρίβεια είναι μέσα σε ±1%
E) προθέρμανση του χρόνου ανόδου θερμοκρασίας: ο χρόνος όταν οι πιέζοντας άνοδοι θερμοκρασίας επιφάνειας πιάτων από τη θερμοκρασία δωματίου σε 130℃ είναι ≤30Min
F) η πίεση κυττάρων μπορεί να ρυθμιστεί μέσα στη σειρά 3000-5000kgf. Κατά τη διάρκεια της συνεχούς λειτουργίας, η απόκλιση δύναμης κάθε κυττάρου είναι μέσα σε ±0.5%
G) επεξεργασία μπαταριών αντι-ραβδιών για τη συμπίεση του πιάτου: η επεξεργασία μπαταριών αντι-ραβδιών απαιτείται για τη συμπίεση του πιάτου σε επαφή με τη γυμνή μπαταρία. Κατά τη διάρκεια της καυτής πιέζοντας διαδικασίας, δεν υπάρχει καμία ζημία ή πτυχή στην επιφάνεια της μπαταρίας
3) δοκιμή γεια-δοχείων: πραγματοποιήστε τη δοκιμή γεια-δοχείων υπό πίεση κατά τη διάρκεια της καυτής πιέζοντας διαδικασίας.
A) εξετάστε την τάση 0 ~ 1000V διευθετήσιμο, 0 ~ 1000V διευθετήσιμα, ακρίβεια 1V, τρέχουσα σειρά 0 ~ 10mA, τρέχουσα ακρίβεια 1mA, χρόνος 0 ~ 999s τάσης διαρροής δοκιμής διευθετήσιμο
B) η τρέχουσα αξία και η αξία τάσης μπορούν να ταϊστούν πίσω στο σύστημα PLC για να εξασφαλίσουν συγχρόνως την ακρίβεια της κρίσης βραχυκυκλώματος. Ο εξοπλισμός έχει τη λειτουργία διάκρισης του NG και ΕΝΤΆΞΕΙ
C) μετά από τη δοκιμή βραχυκυκλώματος, ο απαλλάσσοντας χειριστής θα βάλει τα αναρμόδια προϊόντα στην περιοχή αποβλήτων για τη χειρωνακτική επεξεργασία, και τα κατάλληλα προϊόντα θα τεθούν στην επόμενη γραμμή διοικητικών μεριμνών
1.4, κατάλογος αρχικών διαμορφώσεων συσκευών
| Αριθ. | Όνομα | Ποσότητα | Μονάδα | Παρατηρήσεις |
| 1 | Πλαίσιο και κάλυψη | 1 | σύνολο | |
| 2 | Ανώτερος καυτός μηχανισμός Τύπου | 4 | σύνολο | |
| 3 | Πάνω-κάτω το μηχανισμό φορτίων | 2 | σύνολο | |
| 4 | Καυτός πιέστε για να κινήσετε το συστατικό | 4 | σύνολο | |
| 5 | Γραμμή μεταφορέων | 2 | σύνολο | |
| 6 | Ηλεκτρικό σύστημα ελέγχου | 1 | σύνολο |
2.1.5 εξοπλισμός τεχνικό parameters1. Παράμετροι βασικού εξοπλισμού
1) συνολική δύναμη: ≤50KW
2) παροχή ηλεκτρικού ρεύματος: AC380 V±10% 50HZ, τριφασικό σύστημα πέντε-καλωδίων
3) συμπιεσμένος αέρας: πίεση ≥ 0.5mpa, ροή ≥12m το /h
4) βάρος εξοπλισμού: ≤ 2,0 τόνοι. Επίγειο φορτίο: 650kg/㎡
5) γενικό μέγεθος: (μήκος) 2000* (πλάτος) 1400* (ύψος) 2200 (για την αναφορά μόνο, συγκεκριμένη σε είδος)
6) χρώμα εμφάνισης: σύμφωνα με το κόμμα ένας πίνακας χρώματος
7) αποδοτικότητα εξοπλισμού: 5PPM (αυτόματη αποδοτικότητα λειτουργίας του εξοπλισμού, αποκλείοντας άλλους παράγοντες)
8) το κινούμενο ποσοστό εξοπλισμού ≥ 99%
9) παραγωγή ≥ 98% προϊόντων
3. Ηλεκτρικό σύστημα ελέγχου
1) η ενότητα προσδιορισμού θέσης και η ενότητα IO ελέγχουν τη μετακίνηση του άξονα και του κυλίνδρου μηχανών. Το σύστημα είναι εξοπλισμένο με τη λειτουργία αντι-αργοπορίας για να μειώσει τη ζημία εξοπλισμού που προκαλείται από το misoperation προσωπικού.
2) η συσκευή διατηρεί τη διεπαφή ενότητας τμηματικών λιμένων και ενότητας Ethernet, συλλέγει τις πληροφορίες που απαιτούνται από τη συσκευή, και διατηρεί τη λειτουργία της σύνδεσης των προς τα πάνω και προς τα κάτω συσκευών













