
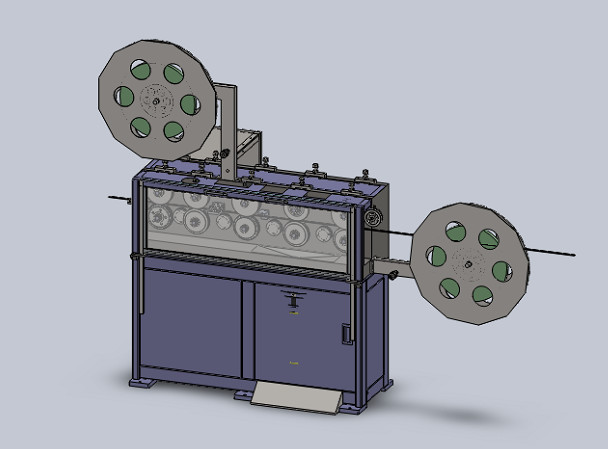
Αυτοματοποιημένη Laminator τεχνική γραμμή παραγωγής τσεπών συμφωνίας του πιάτου μπαταριών
1. Απαιτήσεις σχεδίου για τη γραμμή παραγωγής του πιάτου μπαταριών του τύπου τσαντών
1.2.Plate κενή διαδικασία παραγωγής: η λουρίδα χάλυβα κάτω από το πλαίσιο και τη μορφή λουρίδων για να γεμίσει μια κονιοποιημένη και δευτεροβάθμιας πλήρωσης σκονών μεταλλουργική ξύστρα σκονών, (-) – ο επάνω με το πλαίσιο - πάνω-κάτω τη λουρίδα η συγχώνευση - προσανατολισμένος - βραχίονας στο στόμα - κενός κάτοχος που κάμπτει (- > σαφής σκόνη), συσσώρευσε το στόμα - κομμένη - πάγκος εργασίας φόρτωσης (μικρή αποθήκευση) (9 μ) - περίοδος άρθρου - η αποτύπωση σε ανάγλυφο - που κόβεται - το πιάτο συνεχίζει την παράδοση. Η αρνητική ανάγκη γραμμών παραγωγής πιάτων κενή μόνο που καρυκεύουν μιά φορά, καμία δευτεροβάθμιες συσκευασία και σκόνη.
1.4.Performance απαιτήσεις της κενής γραμμής παραγωγής πιάτων: 1.3 υπό τους κανονικούς όρους παραγωγής. Απαιτήσεις της πρότασης Κάθε μέρος κανονισμού, μηχανισμός σίτισης, σκόνη που ταΐζουν και μηχανισμός συσκευασίας, που διαμορφώνει το μηχανισμό συνδυασμού, μηχανισμός κουράς πίεσης, απαιτήσεις της σταθερότητας και της αξιοπιστίας, εύκολες να λειτουργήσουν Όλα τα κινούμενα μέρη θα έχουν το λογικό, αξιόπιστο και κατάλληλο μηχανισμό λίπανσης.
1.5. Πρόληψη σκόνης:
1.5.1. Η γραμμή παραγωγής πρέπει να έχει τις αξιόπιστες dustproof εγκαταστάσεις, και οι dustproof εγκαταστάσεις διατηρούν τον αεραγωγό εισαγωγής Πρέπει να υπάρξει υλική δεξαμενή συλλογής κάτω από κάθε λειτουργώντας πρόσωπο, το οποίο απαιτεί την πλήρη συλλογή και την κατάλληλη λειτουργία. Η πόρτα ασφάλειας όλης της dustproof κάλυψης πρέπει να είναι σταθερή και αξιόπιστη, κατάλληλη να λειτουργήσει και να διατηρήσει.
1.5.2. Όλοι οι ηλεκτρικοί εγκαταστάσεις, οι διακόπτες, οι υποδοχές και τα βουλώματα θα είναι dustproof και explosionproof. Το σκοινί δύναμης θα έχει μια προστατευτική κάλυψη.
1.6. Αφότου ολοκληρώνεται το σχέδιο, τα κατασκευαστικά σχέδια θα επιβεβαιωθούν και υπογεγραμμένος από το κόμμα α και θα συνδεθούν με αυτήν την τεχνική συμφωνία.
1.7.Plate αυτόματος εξοπλισμός γραμμών παραγωγής:
| Αριθ. | Όνομα διαδικασίας | Devicename | Ικανότητα του εξοπλισμού | Ποσότητα (σύνολα) | Παρατηρήσεις |
| 1 | Υλικό φορτίων | Αυτόματος τροφοδότης σκονών | 250kg το /netx | 2 | Αυτόματη φόρτωση |
| 2 | Σκόνη συσκευασίας | Τυλίγοντας μηχανή σκονών πιάτων αυτόματη | ≤20m/min διευθετήσιμος | 2 | |
| 3 | φόρτωση | Σταθμός φόρτωσης | 9m | 1 | Καμία ζώνη μεταφορέων κυλίνδρων δύναμης |
| 4 | Καμία ζώνη μεταφορέων κυλίνδρων δύναμης | Μηχανή κουράς αυλακωήσαστε | ≥25 次 /min | 1 |
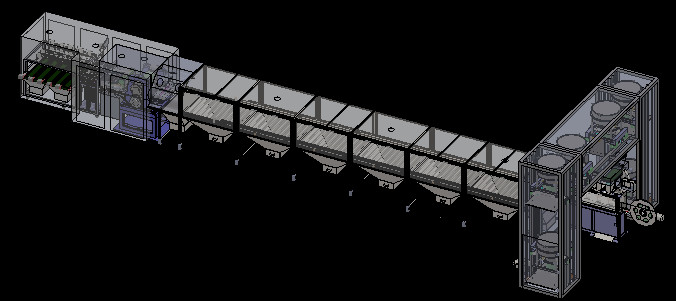
1.7. Σχέδιο συνελεύσεων εξοπλισμού
2.The κύριοι εξοπλισμός και εγκαταστάσεις της γραμμής παραγωγής για το κενό του μαξιλαριού της μπαταρίας τσαντών
2.1.Auto-τροφοδότης
2.1.1.Design απαιτήσεις
το 2.1.1.1. Τους υπαλλήλους θα γεμίσουν με το υλικό της σφράγισης του αυτοκινήτου (ένα φορτίο του υλικού βάρους περίπου 250 κλ) στην αυτόματες πλατφόρμα και την κλειδαριά ανελκυστήρων τροφοδοτών, να αρχίσουν την αυτόματη μηχανή σίτισης, που σφραγίζει το αυτοκίνητο μέχρι υψηλό, οι κινήσεις μηχανών το αυτοκίνητο για να κινήσουν την οριζόντια σταθερή έξοδο χοανών, η σταθερή διεπαφή χοανών αυξάνεται αυτόματα και το αυτοκίνητο που απαλλάσσει το στοματικό ελλιμενισμό, που σφραγίζει τη βαλβίδα εξόδου αυτοκινήτων ανοίγει αυτόματα, αυτόματο υλικό σε σταθερό μέσα στη χοάνη, ολόκληρη η διαδικασία της σφραγίδας, καμία υλική διαρροή.
το 2.1.1.2. Χαρακτηριστικά γνωρίσματα: η αυτόματη σίτιση, αυτόματη παράδοση, μειώνει τη χειρωνακτική λειτουργία, επεξεργάζεται τη σφράγιση, μειώνει τη ρύπανση σκόνης.
2.1.2.Main μέρη του εξοπλισμού
| Αριθ. | Σύνθεση συστημάτων | Διαμόρφωση συστημάτων | Ποσότητα |
| 1 | Σύστημα ραφιών | Ενωμένη στενά κατασκευή πλαισίων | 1 |
| Μηχανή εναλλασσόμενου ρεύματος | 4 | ||
| Κίνηση αλυσίδων | 4 | ||
| Κιβώτιο ταχυτήτων μείωσης | 4 | ||
| Σφραγίστε το φέρον κάθισμα | 8 | ||
| Μηχανισμός πενσών | 2 | ||
| Κύλινδρος αέρα | 2 | ||
| 2 | Σφράγιση του αυτοκινήτου | Σφράγιση του αυτοκινήτου | 4 |
| Βαλβίδα πυλών | 4 | ||
| Σφράγιση της μεταφοράς | 4 | ||
| Blanker | 4 |
2.1.3. Τεχνική παράμετρος
|
Προδιαγραφές Στοιχείο |
ZLA01A |
| Αποδοτικότητα | Η ενιαία ταχύτητα σίτισης του καροτσακιού είναι για 250kg και < 20min=""> |
| Συνολική δύναμη (KW) | AC380V, 50HZ 1.5KW |
(KW) |
AC380V, 50HZ 1KW |
|
800KG |
| Αποτελεσματική ικανότητα της σφράγισης της μεταφοράς | 250KG/辆 |
2.1.4.Equipment διάγραμμα
2.1.5.Main μέρη εξοπλισμού
το 2.1.5.1. Σύστημα πλαισίων: χάλυβας καναλιών, ενωμένη στενά ι-χάλυβας δομή, σταθερός και αξιόπιστος Η ανυψωτική μηχανή τροφών υιοθετεί τη μεταβλητή μηχανή συχνότητας, η ταχύτητα είναι διευθετήσιμη, και η ράγα οδηγών και στις δύο πλευρές υιοθετεί τη δομή ι-χάλυβα, η οποία είναι σταθερή και αξιόπιστη στη διαδικασία ανύψωσης. Ολόκληρο το πλαίσιο σφραγίζεται με το διαφανές πιάτο PE, με τη σφραγισμένη πόρτα και στις δύο πλευρές, η οποία είναι κατάλληλη για τη συντήρηση.
2.1.5.2. Σφραγίζοντας μεταφορά: το σφραγίζοντας πλαίσιο μεταφορών αποτελείται από 8040 τετραγωνική συγκόλληση, τέσσερις μεταφέρουσες καρδάνειες ρόδες στο κατώτατο σημείο, και η χοάνη αποτελείται από το ανοξείδωτο καθρεφτών. Σφραγίζοντας λιμένας απαλλαγής μεταφορών με το διακόπτη απαλλαγής βαλβίδων βουλωμάτων, σφραγίδα τοπ κάλυψης. Το αρνητικό υλικό σφραγίζοντας αυτοκίνητο είναι εξοπλισμένο με έναν αναμίκτη απαλοιφής.
2.2.Powder μηχανή συσκευασίας
2.2.1. Απαιτήσεις σχεδίου
το 2.2.1.1. Αυτή η μηχανή είναι κατάλληλη για την παραγωγή της μικρής λουρίδας της χαμηλής, μέσης και υψηλής αναλογίας πιάτο μπαταριών. Είναι απλό και κατάλληλο να ρυθμιστεί και να αντικαταστήσει η ρόδα σχεδίασης. Σταθερή και αξιόπιστη λειτουργία του εξοπλισμού Πλήρης λίπανση, αξιόπιστη και εύκολη λειτουργία Η πλούσια υλική συλλογή είναι πλήρης, αξιόπιστη και κατάλληλη. Η διαδικασία του επιστρώματος σκονών πραγματοποιείται στο πλαίσιο του σφραγισμένου περιβάλλοντος για να μειώσει τη ρύπανση σκόνης. Οι πόρτες και τα παράθυρα σφραγίζονται με τις οργανικές επιτροπές γυαλιού για την εύκολα παρατήρηση, το άνοιγμα και το κλείσιμο. Η dustproof δυνατότητα είναι πλήρης, κατάλληλη, αξιόπιστη και όμορφη.
το 2.2.1.2. Τεχνολογική διαδικασία: χαμηλότερο πλαίσιο ζωνών χάλυβα, χαμηλότερος χάλυβας που διαμορφώνει, αρχικός που γεμίζει σκονών (μεταλλουργική ξύστρα), κονιορτοποίηση, γεμίζοντας (μεταλλουργική ξύστρα), ανώτερο χάλυβα ζωνών πλαίσιο δευτεροβάθμιων σκονών, συνδυασμός ανώτερης και χαμηλότερης ζώνης χάλυβα, καθοδήγηση, άκρη τραβήγματος, κάμψη, εξώθηση, κοπή.
2.2.2. Κύρια συστατικά του εξοπλισμού
| Αριθ. | Σύνθεση συστημάτων | Διαμόρφωση συστημάτων | Quantiity |
| 1 | Ράφι | 1set | |
| τετραγωνική δομή σκελετών συγκόλλησης 8040 | 1 | ||
| Πιάτο χάλυβα επιτραπέζιων κορυφών A3 | 1 | ||
| Σύστημα κίνησης | |||
| Συλλογή της δεξαμενής | 1 | ||
| Κάλυψη σκόνης | 1 | ||
| 2 | Σταθερό δοχείο | 1 σύνολο | |
| Δοχείο ανοξείδωτου | 1 | ||
| Ένωση επέκτασης | 1 | ||
| Σταθερός τροφοδότης ποσοστού | Η άνοδος χωρίς | ||
| Riddler | Η άνοδος χωρίς | ||
| Μεταφορέας | Η άνοδος χωρίς | ||
| Μηχανισμός σκουπισμάτων μεταφορέων | Η άνοδος χωρίς | ||
| Συλλογή της δεξαμενής | Η άνοδος χωρίς | ||
| Κάλυψη σκόνης | Η άνοδος χωρίς | ||
| 3 | Reeler λουρίδων | 2sets | |
| Ξετυλίγοντας μηχανισμός τριβής | 4 | ||
| Μηχανισμός ροδών οδηγών | 16 | ||
| 4 | Διαμόρφωση του συστήματος σκονών | 2sets | |
| Δεξαμενή | 2 | ||
| Σύστημα μετάδοσης, μηχανή μετατροπής συχνότητας εναλλασσόμενου ρεύματος, εργαλείο | 2 | ||
| Σύστημα λίπανσης | 2 | ||
| Σχεδίαση του ρυθμίζοντας μηχανισμού ροδών | 4 | ||
| Η διαμορφώνοντας σχεδίαση | 2 | ||
| Μόλις η αφθονία η χοάνη και ξύνει το διαγραμμιστή | 1 | ||
| Κονιοποιημένη σχεδίαση | 2 | ||
| Διαγραμμιστής χοανών και μεταλλουργικών ξυστρών ξαναγεμισμάτων | 2 | ||
| Συγχώνευση της σχεδίασης | 2 | ||
| Σχεδίαση Mouthing | 2 | ||
| Κενή σχεδίαση κατόχων | 2 | ||
| Κάμπτοντας σχεδίαση | 2 | ||
| Συσσωρευμένη στοματική σχεδίαση | 2 | ||
| 5 |
Κόψτε το σύστημα |
2sets | |
| Γραμμικό διαφορικό σύστημα αποζημιώσεων | 2 | ||
| Μηχανισμός κίνησης κυλίνδρων | 2 | ||
| Μηχανισμός διακοπών κυλίνδρων | 2 | ||
| 6 |
Σύστημα ελέγχου σκόνης
|
2Sets | |
|
Σύστημα ελέγχου σκόνης |
2 | ||
| Μηχανισμός αποκατάστασης σκονών | 2 | ||
| 7 | Σύστημα ελέγχου | 2 σύνολα | |
| PLC Omron, Panasonic | 2 | ||
| Ανεξάρτητο ηλεκτρικό γραφείο | 2 | ||
| 8 | Λειτουργικό σύστημα | 2 σύνολα | |
| Οθόνη αφής - kunlun tong tai, ε-άποψη | 2 |
|
Προδιαγραφές Στοιχείο |
ZME01A | |
|
Τεχνικές παράμετροι |
Αποδοτικότητα | ≥20m/min διευθετήσιμος |
| Λειτουργώντας εκκαθάριση της σχεδίασης της ρόδας | Διευθετήσιμα (αποτελεσματική σειρά ρύθμισης) 0 ~ 4mm | |
| Υλικός γεμίστε | Διευθετήσιμος | |
| Εσωτερική και εξωτερική διάμετρος της ταινίας χάλυβα | Εσωτερική διάμετρος 200mm, εξωτερική διάμετρος 600mm, | |
| Σύστημα συμπιεσμένου αέρα | Πηγή αερίου που παρέχεται από το κόμμα α (με τη δεξαμενή αποθήκευσης αερίου του) | |
| Συνολική δύναμη (KW) | 5.5 | |
|
5.5 | |
Σύστημα ραφιών του 2.2.5.1:
το 2.2.5.1 .1 δήλωση δομών: Χρήση 80120 τετραγωνική δομή συγκόλλησης, χρώμα ψησίματος επιφάνειας, το κύριο χρώμα του ανοιχτού (σίδηρος) μπλε εμφάνισης GSB05-1426-20018 PB07 εξοπλισμού. Η επιτραπέζια επιτροπή αποτελείται από 20 παχιά πιάτα χάλυβα. Το υλικό αυλάκι συλλογής είναι ενωμένο στενά με το πιάτο ανοξείδωτου. Το σύστημα κίνησης οδηγείται από τη μηχανή μέσω του εργαλείου στο κιβώτιο κύριων εργαλείων, που οδηγεί κάθε ρόδα σχεδίασης.
το 2.2.5.1 .2 σχηματικό διάγραμμα:
Σταθερό το 2.2.5.2 δοχείο
δήλωση του 2.2.5.2 .1Structure: Υιοθετεί το εύκαμπτο σύστημα σύνδεσης, με το σφραγίζοντας δαχτυλίδι στο πρόσωπο τελών, και το σφραγίζοντας υλικό στο τμήμα απαλοιφής του σφραγίζοντας αυτοκινήτου. Ο ομοιόμορφος μηχανισμός σίτισης του υλικού σκονών οδηγείται από τη μεταβλητή μηχανή ταχύτητας συχνότητας διευθετήσιμη, και η ταχύτητα περιστροφής μπορεί να ρυθμιστεί στην οθόνη αφής. Το υλικό μετά από να ταΐσει με την ομοιόμορφη ταχύτητα δονείται μέσω της οθόνης δόνησης 10 σκοπών στην υψηλή συχνότητα. Το κοκκώδες υλικό είναι καλυμμένο στον υλικό συλλέκτη, και το κατάλληλο υλικό πέφτει επάνω στη ζώνη μεταφορέων και μεταφέρεται στη χοάνη σκονών μέσω της ζώνης μεταφορέων. Κάτω από τη ζώνη μεταφορέων μια καθαρίζοντας βούρτσα. Η χοάνη σκονών υιοθετεί τη δομή ανοξείδωτου καθρεφτών, και ο εσωτερικός τοίχος είναι ομαλός και καθαρός για να εξασφαλίσει ομαλή απαλλαγή. Υπάρχει μια περιστρεφόμενη βαλβίδα στο κατώτατο σημείο, το οποίο μπορεί να ρυθμίσει το γεμίζοντας ποσό σκόνης. Οι υλικές ροές ανόδων άμεσα στη χοάνη σκονών μετά από να περάσει μέσω του ομοιόμορφου μηχανισμού σίτισης.
το 2.2.5.1 .2 σχηματικό διάγραμμα:
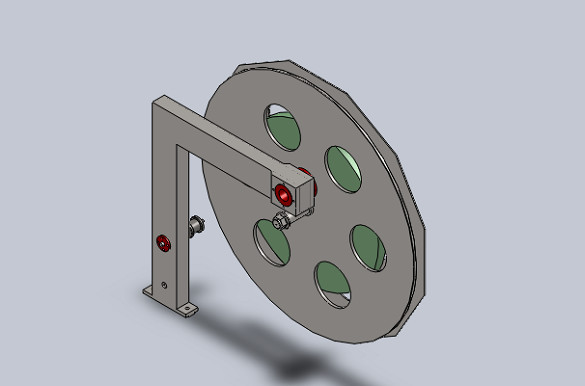
Ξετυλίγοντας σύστημα λουρίδων χάλυβα του 2.2.5.3:
το 2.2.5.3 .1 περιγραφή της δομής: υιοθετεί τον τρόπο κυλίσματος ροδών τριβής με την εσωτερική διάμετρο 200mm και την εξωτερική διάμετρο 600mm.
διάγραμμα του 2.2.5.3 .2schematic:
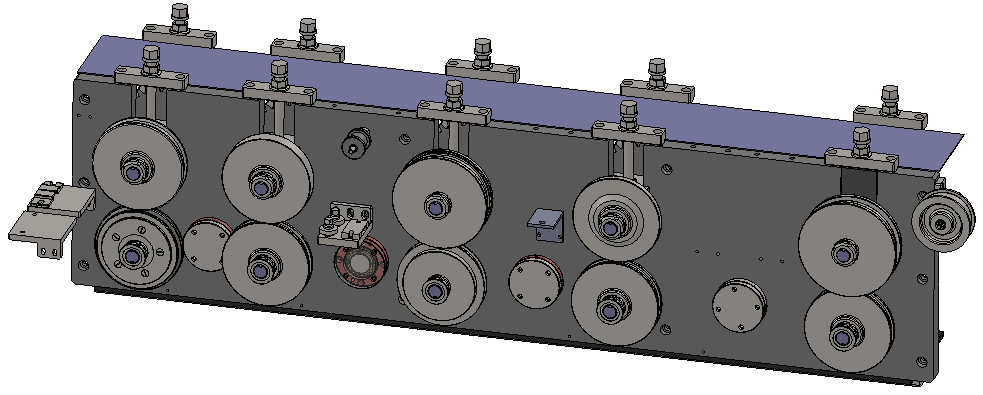
Το 2.2.5.4 που διαμορφώνει το σύστημα σκονών:
το 2.2.5.4 .1 δήλωση δομών: Η χαμηλότερη ζώνη χάλυβα περνά από το χαμηλότερο πλαίσιο ζωνών χάλυβα, που διαμορφώνει την υλική χοάνη (το πιάτο μεταλλουργικών ξυστρών), πιέζοντας τη χοάνη σκονών (το πιάτο μεταλλουργικών ξυστρών), το ανώτερο πλαίσιο ζωνών χάλυβα (τα ανώτερα περάσματα ζωνών χάλυβα μέσω), το ανώτερο πλαίσιο ζωνών χάλυβα (τα ανώτερα περάσματα ζωνών χάλυβα μέσω), ο συνδυασμός του ανώτερου πλαισίου ζωνών χάλυβα, το πιάτο οδηγών, το πιέζοντας πιάτο ακρών, το κάμπτοντας πιάτο, το εξωθώντας πιάτο, η μικρή διαμόρφωση φραγμών, που ολοκληρώνει τη μικρή παραγωγή λουρίδων. Κάθε ρόδα σχεδίασης οδηγείται από τη σταθεροποίηση και το εργαλείο άξονων. Η εκκαθάριση της σχεδίασης της ρόδας ρυθμίζεται με τη ρύθμιση του μηχανισμού ρόδα. Ο λειτουργώντας άξονας και το σώμα κιβωτίων καθορίζονται με τη συμπεριφορά ολίσθησης, η οποία είναι σταθερή και αξιόπιστη. Το σώμα κιβωτίων εργαλείων υιοθετεί τις ρίψεις και περιέχει το λαδώνοντας πετρέλαιο. Δεν υπάρχει καμία συμπίεση και δευτεροβάθμια γεμίζοντας χοάνη στο αρνητικό διαμορφώνοντας σύστημα συσκευασίας σκονών. Η δεξιά πλευρά της χοάνης συσκευασίας έχει το πιάτο μεταλλουργικών ξυστρών που μπορεί να ρυθμιστεί εύκολα.
το 2.2.5.4 .2 σχηματικό διάγραμμα:
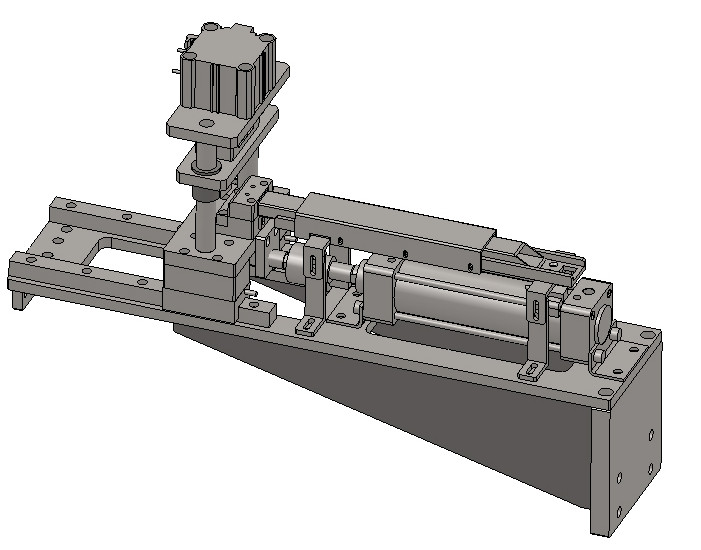
κομμένο το 2.2.5.5 σύστημα
δήλωση του 2.2.5.5 .1structure: Όταν η μικρή λουρίδα του πιάτου φθάνει στο απαραίτητο μήκος και έρχεται σε επαφή με το διακόπτη ταξιδιού, ο κύλινδρος σίτισης οδηγεί τον κόπτη που κινείται από κοινού. Η ταχύτητα είναι η ίδια με αυτήν του πιάτου, και ο κύλινδρος του κόπτη πιέζει για να κόψει τη μικρή λουρίδα του πιάτου. Μετά από να κόψει, ο κύλινδρος σίτισης οδηγεί τον κόπτη πίσω στην προέλευση. Μικρό μήκος πιάτων διευθετήσιμο.
διάγραμμα του 2.2.5.5 .2schematic:
Σύστημα ελέγχου σκόνης του 2.2.5.6
το 2.2.5.6 .1 περιγραφή δομών: η κάλυψη σκόνης υιοθετείται, η διεπαφή σκόνης κρατιέται, και το κεκλιμένο δοχείο υιοθετείται για να συλλέξει τη σκόνη κάτω από την ένωση σκονών. Η κάλυψη σκόνης υιοθετεί τη διαφανή πλαστική σταθεροποίηση πλαισίων κραμάτων αργιλίου φύλλων PE.
Ανάλυση αιτίας της παραγωγής σκόνης
1.1 σκόνη που παράγεται από την ουσία πριν από το επίστρωμα σκονών: σκόνη που παράγεται από την ουσία κατά τη διάρκεια της μεταφοράς, της σίτισης, της σίτισης και της τεχνητής σκόνης διαλογής.
1.2 σκόνη που παράγεται από τα υλικά στο στάδιο της παραγωγής επιστρώματος σκονών: σκόνη που παράγεται στη διαδικασία παραγωγής της συσκευασίας, της μικρού κοπής φραγμών πιάτων, της ράβδωσης, της κουράς συμπίεσης, του ζυγίσματος, του κενού πιάτων που μεταβιβάζουν, κ.λπ.
αντίμετρα
1.1 να στοχεύσει στη σκόνη που παράγεται πριν από το υλικό είναι σκόνη που ντύνεται, η υλική διαρροή και η σκόνη αποβάλλονται με τη βοήθεια της σφράγισης της μεταφοράς μεταφορών, σφράγιση της σίτισης σκονών σίτισης, οθόνης σίτισης και σφράγισης.
1.2, στοχεύοντας στη σκόνη που παράγεται από το υλικό στο στάδιο της παραγωγής επιστρώματος σκονών, η κάλυψη σκόνης υιοθετείται για να απορροφήσει την επάνω επιπλέουσα γούρνα σκόνης και συλλογής σκόνης για να συλλέξει τη μειωμένη σκόνη και να επιτύχει την πρόληψη και την αφαίρεση σκόνης.
το 2.2.5.6 .2 σχηματικό διάγραμμα:
Πίνακας ελέγχου του 2.2.5.7
Το ηλεκτρικό γραφείο εγκαθίσταται έξω από τη μηχανή, με το διακόπτη διαρροής, την παροχή ηλεκτρικού ρεύματος συνεχούς σταθερότητας και άλλα τμήματα βρόχων δύναμης μέσα. Η συσκευή ελέγχου PLC, ηλεκτρονόμων και μηχανών χρησιμοποιείται για τον έλεγχο. Η σύνδεση με τον εξωτερικό γίνεται με τη βοήθεια των συνδετήρων και των τελικών φραγμών. Το PLC ΧΡΗΣΙΜΟΠΟΙΕΊ omron. Τα καλώδια και οι σωλήνες αέρα άλλου εξοπλισμού τακτοποιούνται και σωληνώσεις στο χαμηλότερο μέρος, και ο explosionproof λαμπτήρας είναι μέσα στον εξοπλισμό.
Λειτουργικό σύστημα του 2.2.5.8
Λειτουργία οθόνης αφής. Δύναμη επάνω, στάση έκτακτης ανάγκης, χειρωνακτικό, αυτόματο κουμπί, προστασία σπασιμάτων.
2.3. Πίνακας φόρτωσης (μικρή αποθήκευση λουρίδων)
2.3.1 κύλινδρος μεταφορέων: υιοθετήστε τον κύλινδρο μεταφορέων μη-δύναμης με τη διάμετρο 2025mm και το διάστημα 50mm. Το πλαίσιο υιοθετεί τη δομή συγκόλλησης.
2.3.2Powder αντιπροσωπείες συλλογής: κάθε 1,5 μέτρα οι αντιπροσωπείες που μιας σκονών συλλογής, με το συρτάρι κάτω από την αποθήκη συλλογής σκονών, τεχνητές κλειστές καθορισμένες θέσεις μπορούν να ληφθούν έξω, η αντιπροσωπεία συλλογής υιοθετεί τη δομή δομών ανοξείδωτου 304 (όπως ανωτέρω).
κάλυψη 2.3.3Seal: η διαφανής κάλυψη σφραγίδων PC χρησιμοποιείται επάνω από τον πίνακα εργασίας, με 3 κυκλικές τρύπες αναρρόφησης στην κορυφή.
2.3.4Small μηχανισμός κτυπήματος: η πλατφόρμα φόρτωσης επάνω από ένα αντιστρέψιμο αυλάκι προσδιορισμού θέσης Β, μηχανή συσκευασίας σκονών κάτω από μικρό προς τα εμπρός στο αυλάκι Β, άρθρο από μικρό δεν θα ταλαντευθεί την κάμψη, όταν μπορεί η μικρή περικοπή, αυλάκι Β να κτυπήσει, μικρό κτύπημα στη φόρτωση στο στάδιο.
μηχανή κουράς 2.4.Spline
2.4.1. Απαιτήσεις σχεδίου
το 2.4.1.1. Η μηχανή αποτελείται από τη μικρή λουρίδα του πιάτου μπαταριών που χρειάζεται το πλάτος και που κουρεύει έπειτα στο τραχύ πιάτο που χρειάζεται το μήκος. Είναι κατάλληλο για την παραγωγή της χαμηλής, μέσης και υψηλής αναλογίας πιάτο μπαταριών. Συγκόλληση, αποτύπωση σε ανάγλυφο, σύνδεσμος κουράς, ταίριασμα λειτουργίας Πλάτος αυλακωήσαστε, πάχος συμπίεσης, μήκος κουράς, τρέχοντας ταχύτητα διευθετήσιμη, ρύθμιση οθόνης, μήκος κουράς επίδειξης Κενό πιάτων κουράς αυτόματα έξω, αυτόματη μετάδοση. Διπλή ημικυκλική σφαιρική συμπίεση, γραμμική διαφορική κουρά, για να εξασφαλίσει την εμφάνιση της κενής όμορφης, αξιόπιστης κοπής πιάτων. Ο εξοπλισμός λειτουργεί σταθερά και σοβαρά, και είναι κατάλληλος στην κουρά χωρίς σάλιασμα Πλήρης λίπανση, αξιόπιστη και εύκολη λειτουργία Τα απόβλητα, η σκόνη, η αποκομιδή αποβλήτων και η ανακύκλωση είναι απολύτως αξιόπιστα και κατάλληλα. Η dustproof δυνατότητα είναι πλήρης, κατάλληλη, αξιόπιστη και όμορφη.
το 2.4.1.2. Τεχνολογική διαδικασία: (κομμένος, φορτώνοντας πίνακας (9M), ράβδωση, κοπή, ράβδωση, που ταξινομεί (επιλέξτε το ελλιπές κενό πιάτων), μεταφορά.
2.4.2. Κύρια συστατικά του εξοπλισμού
| Αριθ. | σύνθεση συστημάτων | διαμόρφωση συστημάτων | ποσότητα |
|
1
|
Κατεργασία του συστήματος | 1SET | |
| Ρίψη του πλαισίου | 1 | ||
| επιτραπέζια κορυφή | 1 | ||
| Τοπ κάλυψη - plexiglas | 1 | ||
| Συλλέξτε το συρτάρι | 1 | ||
| 2 | Οδηγήστε το σύστημα | 1SET | |
| ΜΗΧΑΝΉ ΕΝΑΛΛΑΣΣΌΜΕΝΟΥ ΡΕΎΜΑΤΟΣ | 1 | ||
| κίνηση εργαλείων | 1 | ||
| 3 | Σύστημα αποτύπωσης σε ανάγλυφο αυλακωήσαστε | 1SET | |
| Όργανα περιόδου άρθρου | 1 | ||
| Παρουσιάστε όργανα ακρών | 1 | ||
| 4 | Σύστημα αποτύπωσης σε ανάγλυφο | 1SET | |
| Ανώτερη και χαμηλότερη διάμετρος 200mm κυλίνδρων | 1 | ||
| Μηχανή - μηχανή εναλλασσόμενου ρεύματος | 1 | ||
| 5 |
τέμνον σύστημα
|
1SET | |
| Γραμμικό διαφορικό σύστημα αποζημιώσεων | 1 | ||
| Τέμνων μηχανισμός πίεσης πετρελαίου | 1 | ||
| 6 | Κενό ταξινομώντας σύστημα | 1SET | |
| περιστροφικό σύστημα | 1 | ||
| jack-up σύστημα | 1 | ||
| Αντιπροσωπεία αποκομιδής αποβλήτων - ανοξείδωτο 304 | 1 | ||
| 7 |
Σύστημα ελέγχου σκόνης |
1 | |
| Κάλυψη σκόνης | 1 | ||
| Οργάνωση ανάκτησης αποβλήτων | 1 | ||
| 8 | σύστημα μεταφοράς | 1set | |
| Αλυσίδα μεταφορέων | 20 | ||
|
1 | ||
| 9 | Έλεγχος, λειτουργικό σύστημα | 1 套 | |
| PLC-OMRON | 1 | ||
| Οθόνη αφής - kunlun tong tai |
2.4.3. Κύριες τεχνικές παράμετροι του εξοπλισμού
|
Προδιαγραφές ΣΤΟΙΧΕΙΟ |
ZME01A | |
|
Τεχνικές παράμετροι |
Συλλαβίστε το πλάτος | 60~400 χιλ. διευθετήσιμος |
| Πάχος αποτύπωσης σε ανάγλυφο | 1.4~5mm διευθετήσιμο | |
| κουρευμένο μήκος | 80±0.3~200±0.3 χιλ. διευθετήσιμο | |
|
≥25 次 /min | |
| σύστημα αέρα συμπιέσεων | Πηγή αέρα που παρέχεται από το κόμμα α | |
| συνολική δύναμη (KW) | 10.5 | |
|
10.5 | |
Τα πιάτα συνδέονται μαζί μετά από να κοπούν στη μηχανή προσθήκης σκονών. Μετά από να περάσουν μέσω της μπροστινής ρόδας πίεσης, τα πιάτα εισάγουν τη ρόδα αποτύπωσης σε ανάγλυφο. Η μηχανή οδηγεί τη ρόδα αποτύπωσης σε ανάγλυφο για να περιστραφεί, και το πιάτο είναι αποτυπωμένο σε ανάγλυφο. Υπάρχει ένα ζευγάρι της σίτισης του μηχανισμού κοντά στο μηχανισμό κοπτών μεταξύ του μηχανισμού κοπτών και της ρόδας αποτύπωσης σε ανάγλυφο.
το 2.4.5.1. Σύστημα ραφιών:
2.4.5.1.1. δήλωση δομών: Το πετώντας πλαίσιο υιοθετείται, η δομή είναι σταθερή και αξιόπιστη, και η σταθερότητα είναι καλή. Επεξεργαστείτε όλες τις επιφάνειες σύνδεσης 2 μερών. Επίστρωμα επιφάνειας μη-επαφών. Το κύριο χρώμα της επιφάνειας είναι ελαφρύ (σίδηρος) μπλε χρώμα 8 PB07 gsb05-1426-2001. Το υπόστρωμα αντιμετωπίζεται από την επένδυση στην επιφάνεια του πιάτου χάλυβα.
2.4.5.1.2. σχηματικό διάγραμμα:
σύστημα του 2.4.5.2 .drive:
2.4.5.2.1. Περιγραφή της δομής: η μεγάλη μηχανή εναλλασσόμενου ρεύματος ροπής οδηγεί το μηχανισμό εργαλείων μέσω της αλυσίδας του αλυσσοτροχού, οδηγεί τον κύλινδρο για να πιέσει stripper, και το εργαλείο υιοθετεί το μεγάλο συντελεστή, το πυκνωμένο εργαλείο και την ισχυρή ακαμψία.
2.4.5.2.2. σχηματικό διάγραμμα:
το 2.4.5.3. Σύστημα ορθογραφίας άρθρου
2.4.5.3.1. Περιγραφή της δομής: με το χέρι ταιριάξτε με τις μικρές λουρίδες μαζί σύμφωνα με τις ανάγκες, και τις τοποθετήστε στη μέση του κοντραπλακέ. Πιέστε τη ρόδα χεριών για να σφίγξετε τις μικρές λουρίδες.
2.4.5.3.2. Σχηματικό διάγραμμα:
το 2.4.5.4. Σύστημα αποτύπωσης σε ανάγλυφο:
2.4.5.4.1. Περιγραφή της δομής: με το χέρι βάλτε μαζί ορισμένα μικρά πιάτα όπως απαιτείται, και τα τακτοποιήστε στη διαταγή μέσω των διευθετήσιμων διαφραγμάτων, και τα ωθήστε κάτω από τη ρόδα αποτύπωσης σε ανάγλυφο. Ο ανώτερος κύλινδρος υιοθετεί τον πιέζοντας μηχανισμό άνοιξη. Η αποτύπωση σε ανάγλυφο είναι διπλή ημικυκλική σφαιρική αποτύπωση σε ανάγλυφο. Ανώτερο ύψος κυλίνδρων διευθετήσιμο, με την κλίμακα, και με την επίδειξη πινάκων. Και οι κύλινδροι ανώτερης και χαμηλότερης πίεσης είναι κύριες οδηγώντας ρόδες, κινούμενοι, πλέγμα εργαλείων. Το πιάτο συμπιέζεται από δύο κυλίνδρους για να αποτρέψει το πιάτο από τη στρέβλωση πρίν εισάγει τον κόπτη.
2.4.5.4.2. Σχηματικό διάγραμμα:
σύστημα του 2.4.5.5 .cutting
2.4.5.5.1. Περιγραφή δομών: το πιάτο μετά από να αποτυπώσει σε ανάγλυφο στέλνεται στο διάφραγμα πρίν κόβει μέσω του κυλίνδρου οδηγών, και το διάφραγμα ωθείται για να οδηγήσει τον πτυχώνοντας μηχανισμό από κοινού. Όταν ο τρέχων μηχανισμός κίνησης χτυπά το διακόπτη ταξιδιού, οι ενάρξεις συστημάτων πίεσης πετρελαίου, ο κύλινδρος πετρελαίου κόβονται και το κενό κόβεται.
2.4.5.5.2. σχηματικό διάγραμμα
το 2.4.5.7. Σύστημα ελέγχου σκόνης:
2.4.5.7.1. Περιγραφή της δομής: το διαφανές πιάτο PE χρησιμοποιείται για τη σφράγιση, και η ολόκληρη σφραγίδα κουράς αποτύπωσης σε ανάγλυφο σφραγίζεται. Υπάρχει μια δομή αναρρόφησης επάνω από την κουρά αποτύπωσης σε ανάγλυφο, έτσι ώστε το κιβώτιο είναι σε ένα κράτος αρνητικής πίεσης, που αφήνει μόνο τη θέση αυλακωήσαστε για τους εργαζομένους να λειτουργήσουν.
2.4.5.7.2. σχηματικό διάγραμμα:
σύστημα του 2.4.5.8 .transport:
2.4.5.8.1. Περιγραφή της δομής: μετά από να κόψει το κενό, μετά από το μηχανισμό διαλογής, ο μηχανισμός μετάδοσης θα μεταφέρει το κενό στον ηλεκτρονικό ζυγίζει πριν, ο μηχανισμός σίτισης με το ελαστικό πιάτο ώθησης, ένας χρόνος να ωθηθούν 2 κομμάτια του κενού.
2.4.5.8.2. σχηματικό διάγραμμα:
2.4.5.9. ελεγχόμενα λειτουργικά συστήματα
Το ηλεκτρικό γραφείο εγκαθίσταται έξω από τη μηχανή, με το διακόπτη διαρροής, την παροχή ηλεκτρικού ρεύματος συνεχούς σταθερότητας και άλλα τμήματα βρόχων δύναμης μέσα. Η συσκευή ελέγχου PLC, ηλεκτρονόμων και μηχανών χρησιμοποιείται για τον έλεγχο. Η σύνδεση με τον εξωτερικό γίνεται με τη βοήθεια των συνδετήρων και των τελικών φραγμών. Το PLC ΧΡΗΣΙΜΟΠΟΙΕΊ omron ή panasonic. Άλλος εξοπλισμός μεταξύ του καλωδίου, σωλήνας αέρα στο χαμηλότερο μέρος της καλωδίωσης και της διοχέτευσης με σωλήνες. Λειτουργία οθόνης αφής. Δύναμη επάνω, στάση έκτακτης ανάγκης, χειρωνακτικό, αυτόματο κουμπί.
2.6.Energy μέσο
2.6.1power πηγή
1>Voltage τριφασική στιγμιαία αλλαγή AC380V +/- 10% < 0=""> < 10="">
2>Frequency 50 Hz + 1 Hz
2.6.2air
1>Pressure σε μηδέν. MPA 5
2>The ροή 20 λ/λ
3.Equipment όροι αποδοχής
3.1.Submit κατάλογος εγγράφων, εργαλείων και ανταλλακτικών τυχαία:
| Αριθ. | Υλικό όνομα (στοιχείων) | αντίγραφα | χρόνος υποβολής | παρατηρήσεις |
| 1 | Ειδικά εργαλεία διόρθωσης και συντήρησης | 1Set/sets |
|
1 σύνολο/σύνολο hexagon γαλλικού κλειδιού |
| 2 | Το εγχειρίδιο λειτουργίας εξοπλισμού θα περιλάβει τα εξής: () 2,1 προδιαγραφές και οδηγίες λειτουργίας 2.2 εγχειρίδιο επισκευής και συντήρησης εξοπλισμού: εισαγωγή της αρχής εργασίας Μηχανική γενική ρύθμιση, διάγραμμα συστατικών συνελεύσεων Λίπανση και προδιαγραφή συντήρησης | 1set | Όταν παραδίδεται ή προτού να παραδοθεί ο εξοπλισμός για τη χρήση | ηλεκτρονικό έγγραφο |
| 3 | Κατάλογος συσκευασίας και πιστοποιητικό προϊόντων | Κατάλογος συσκευασίας και πιστοποιητικό προϊόντων | ||
| 4 | Διάγραμμα ηλεκτρικών σχηματικών αναπαραστάσεων, διάγραμμα προγράμματος PLC | 1copy/set | μετά από την παραλαβή της πλήρους πληρωμής | |
| 5 | Σχέδια των τρωτών μερών και των ανταλλακτικών | 1 αντίγραφο/σύνολο |
|
Σε μερικά τρωτά μέρη παρέχονται τα σχέδια μεγέθους PDF |
| 6 | Σχεδιάζοντας ρόδα: ένα ζευγάρι για κάθε ρόδα σχεδίασης σκονών θετικός-πόλων, 23 * 23, 25 * 25. Ένα ζευγάρι για κάθε ζευγάρι της αρνητικής ρόδας σχεδίασης σκονών πόλων, 21 X 21, 23 X 23 | 4sets | Ο χρόνος της παράδοσης | Παρέχετε τα σχέδια διάστασης PDF |
3.2. Έγγραφα αποδοχής: έγγραφα προ-αποδοχής εξοπλισμού, τελικά έγγραφα αποδοχής εξοπλισμού.
3.2.1. Πρότυπο αποδοχής: σύμφωνα με την τεχνική συμφωνία για το μέγεθος των εισερχόμενων υλικών. 3.2.2. Αποτέλεσμα αποδοχής: αποδοχή σύμφωνα με την τεχνική συμφωνία. 3.2.3. Προκαταρκτικά πρότυπα αποδοχής:
3.2.3.1. Η προ-αποδοχή θα διευθυνθεί στην περιοχή κομμάτων β το 3.2.3.2. Ο εξοπλισμός είναι πλήρης και σε καλή κατάσταση, σύμφωνα με τις σχετικές διατάξεις της σύμβασης και της τεχνικής συμφωνίας το 3.2.3.3. Η προ-αποδοχή περιλαμβάνει κυρίως την αποδοχή όλων των λειτουργιών, των τεχνικών δεικτών και της εμφάνισης του εξοπλισμού, και της περαιτέρω ρύθμισης των μη συμμορφούμενων στοιχείων όπως απαιτείται από το κόμμα α. Με την ολοκλήρωση της ρύθμισης, τα αγαθά θα παραδοθούν με το κόμμα μια συγκατάθεση.
3.2.3.4. Σημειώσεις αποδοχής μορφής προ-αποδοχής
3. 2.4. Τα τελικά πρότυπα αποδοχής
3.2.4.1. Χρησιμοποιημένος για την αποδοχή της ανάθεσης του υλικού σύμφωνα με τις απαιτήσεις αυτής της συμφωνίας
3.2.4.2. Η συνεχής παραγωγή εξοπλισμού μία εβδομάδα μετά από την επίσημη αποδοχή, αποδοχή τρέχει συνεχώς 2 ώρες
3.2.4.3. Αποδοχή της διευκρινισμένης εφαρμοσμένης μηχανικής και του τεχνικού προσωπικού για να συμμετέχει μέσα και υπογεγραμμένος από την έκθεση αποδοχής και των δύο κομμάτων.
4, δικαιώματα και υποχρεώσεις και των δύο κομμάτων:
| Αριθ. | Στοιχεία | Το κόμμα ευθύνης | Παρατηρήσεις (κόμμα αντιπροσώπευσης «○») | |
| Μέρος α | Μέρος β | |||
| 1 | Οικοδόμηση ιδρύματος | О | Εφαρμόστε όταν χρειάζεται | |
| 2 | Ρυθμίστε το υλικό στην περιοχή του πωλητή | О | Παρεχόμενος επάνω στην ειδοποίηση του πωλητή | |
| 3 | μεταφορά | О | ||
| 4 | Ο χειρισμός εκφόρτωσης | О | Τοποθετήστε την τοποθετώντας θέση και την καθορίστε. | |
| 5 | Όροι εξοπλισμού | О | ||
| 6 | Κατασκευή σωληνώσεων αέρα | О | Η πίεση αέρα πρέπει για να είναι σταθερή και η πηγή αέρα καλύπτει τις σχετικές απαιτήσεις παραμέτρου. | |
| 7 |
ηλεκτρολογική εργασία |
О | Ο ανεξάρτητος διακόπτης δύναμης απαιτείται | |
| 8 | Μια πηγή αερίου καλωδίωσης που αναλαμβάνει |
О
|
Ο ανεξάρτητοι διακόπτης αέρα και η διεπαφή πηγής αέρα απαιτούνται. | |
| 9 |
Έξω από το καλώδιο διανομής έτοιμο |
О | Η μηχανή υιοθετεί την καλωδίωση επίγειων καθετήρων. | |
| 10 | εγκατάσταση και διόρθωση | О | О | Κανονίστε τους σχετικούς χειριστές, το προσωπικό συντήρησης και τους τεχνικούς για να συνεργαστείτε. |
| 11 |
Κατάρτιση: 11.1 οι εκπαιδευτικοί χειριστές και το προσωπικό ασφαλείας για να ενεργοποιήσουν τον εξοπλισμό σωστά, προσωπικό ασφαλείας μπορούν γρήγορα να διορθώσουν την αποτυχία εξοπλισμού επεξεργασίας 11.2 το περιεχόμενο κατάρτισης περιλαμβάνει το ολόκληρο σύστημα ελέγχου, μηχανικό σύστημα της γνώσης ασφάλειας και παρέχει την εισαγωγή κατάρτισης 11.3 επίδραση κατάρτισης: η ειδικευμένη λειτουργία προσωπικού λειτουργίας, φρουρές ασφάλειας μπορεί να χειριστεί τα γενικά κοινά ελαττώματα. |
О | О | Η ανάγκη αγοραστών να διευκρινίσουν το λειτουργούν προσωπικό, προσωπικό συντήρησης. Και σταθερός, δεν μπορεί να αντικατασταθεί κατά βούληση Παρέχετε δύο ελεύθερες ευκαιρίες κατάρτισης (που εκπαιδεύουν από την πλευρά του αγοραστή) και μια τρίτη δαπάνη: δαπάνες ταξιδιού. |
| 12 |
Πρόταση εμπιστευτικότητας: 12.1 οι δύο πλευρές σε οποιαδήποτε τεχνικές πληροφορίες και υλικό που παρέχονται από τα άλλα αρχεία έχουν την υποχρέωση στην εμπιστευτικότητα, χωρίς τη συγκατάθεση άλλη, τη μετάδοση ή διαρρεσμένος στους τρίτους με κάθε τρόπο 12.2 ο αγοραστής αναλαμβάνει όχι σε το, και δεν επιτρέπει στον τρίτο που μιμήθηκε τον εξοπλισμό, διαφορετικά αρκούδα έτσι για όλες τις απώλειες ως αποτέλεσμα του πωλητή. |
О | О | |
|
13
|
Υπηρεσία μεταπωλήσεων: 13.1 από την τελική αποδοχή των πρακτικών από την ημερομηνία της υπογραφής, η εξουσιοδότηση ενός έτους όταν ο πωλητής είναι αρμόδιος για το μη-τεχνητό ελάττωμα - ελεύθερο και μέσα σε 7 ημέρες μετά από ενημερωμένος από τον αγοραστή, πωλητής (φθαμένος επί του τόπου του αγοραστή). 13.2 ένα περισσότερο από έτος, ο πωλητής θα επισκευάσει αμέσως, να χρεώσει μόνο ένα κόστος |
О
|
О | . |
| 14 | Αναπροσαρμογή προϊόντων: λόγω της ανάπτυξης, της αναβάθμισης του πωλητή τεχνικής του εξοπλισμού και της βελτίωσης απόδοσης, κατά παράκληση του αγοραστή ο πωλητής θα είναι αρμόδιος για τη βελτίωση, το κόστος δαπανών πωλητών μόνο | О | О | |
5. Δικαιώματα πνευματικής ιδιοκτησίας το (ipr)
5.1. Αυτή η τεχνική συμφωνία αφορά το προϊόν διαμορφώνοντας και τα σχέδια σχεδίου που παρέχονται από το κόμμα α και άλλες πληροφορίες που περιλαμβάνονται στην πνευματική ιδιοκτησία που είναι κύρια από το κόμμα α, χωρίς τη συγκατάθεση του κόμματος α, κόμμα β μπορούν να μην αποκαλύψουν σε οποιαδήποτε επιχείρηση και μεμονωμένος, διαφορετικά το κόμμα β είναι αρμόδιο για όλες τις απώλειες που προκύπτουν εκεί από. Το κόμμα ένας μόνος συμφωνεί ότι το κόμμα β θα χρησιμοποιήσει όλες τα υλικά και τις πληροφορίες που παρέχονται από το κόμμα α για το σκοπό κάτωθι.
5.2. Το κόμμα β συμφωνεί ότι δεν θα είναι σχέδια σχεδίου και άλλες πληροφορίες που παρέχονται από το κόμμα α ή πληροφορίες με σκοπό αυτήν την τεχνική συμφωνία εκτός από εκείνους, διαφορετικά το κόμμα α έχει το δικαίωμα να ακολουθήσει την αντίστοιχη ευθύνη κομμάτων β.
5.4. Όλος ο εξοπλισμός θα παραμείνει η ιδιοκτησία του κόμματος β, κόμμα υποσχέσεις να μην επιτραπεί σε άλλο τρίτο ο γενικός εξοπλισμός κατηγορίας, για να αναλάβει όλες τις απώλειες προκαλούμενος έτσι στο κόμμα β ειδάλλως.
6. Ψήφισμα διαφωνίας
Οποιαδήποτε διαφωνία που προκύπτει από ή σχετικά με αυτήν την συμφωνία θα επιλυθεί και από τα κόμματα μέσω διαπραγματεύσεων ή της μεσολάβησης. Εάν η διαπραγμάτευση ή η μεσολάβηση αποτύχει να επιτύχει οποιοδήποτε αποτέλεσμα αποδεκτό και στα δύο κόμματα μέσα σε δύο μήνες, η διαφωνία θα επιλυθεί από τη διαιτησία, η οποία θα διευθυνθεί σύμφωνα με τους κανονισμούς διαιτησίας της Λαϊκής Δημοκρατίας της Κίνας.
7. Προεπιλογή και ευθύνη
Και τα δύο κόμματα πρέπει αυστηρά να εκτελέσουν τις αντίστοιχες υποχρεώσεις τους, στην περίπτωση ενός κόμματος παραβιάζει τις βασικές όρους της συμφωνίας, το άλλο κόμμα έχει το δικαίωμα να ολοκληρώσει τη συμφωνία, και θα έχει το δικαίωμα να απαιτήσει ο ένας εναντίον του άλλου, να απαιτήσει το ποσό σύμφωνα με τις σχετικές διατάξεις του οικονομικού νόμου συμβάσεων.
8. Άλλοι
8.1 αυτή η τεχνική συμφωνία και τα εξαρτήματά της θα είναι η βάση της κατασκευής και της αποδοχής εξοπλισμού και θα ισχύσουν εξίσου με τη σύμβαση διαταγής.
8.2. Αυτή η συμφωνία γίνεται εις διπλούν, με το κόμμα κρατώντας και το κόμμα β που κρατά ενός. Θα εφαρμοστεί από την ημερομηνία της υπογραφής και της σφραγίδας των εξουσιοδοτημένων αντιπροσώπων και των δύο κομμάτων.
8.3. Τα θέματα που δεν καλύπτονται εν τω παρόντι θα εγκατασταθούν και από τα δύο κόμματα μέσω διαπραγματεύσεων.
1. Νέα υπόσχεση εξοπλισμού
Η επιχείρησή μας εγγυάται ότι τα αγαθά που παρέχονται στους πελάτες είναι ολοκαίνουργιος, πλήρης και αχρησιμοποίητος εξοπλισμός.
2. Υποχρέωση εμπιστευτικότητας
Η επιχείρησή μας υπόσχεται ότι χωρίς τη γραπτή άδεια οποιουδήποτε κόμματος, τα σχετικά σχέδια άλλου κόμματος, τα μυστικά τεχνικών πληροφοριών, επιχειρησιακών πληροφοριών και άλλων επιχειρήσεων και τα τεχνικά μυστικά δεν πρέπει να διαρρεύσουν στους τρίτους με κάθε τρόπο.
3. Υποχρέωση υπηρεσιών μεταπωλήσεων
(1) δύο μήνες από την ημερομηνία της αποστολής του εξοπλισμού, κόμμα Β είναι αρμόδιοι για τα α ανθρώπινος ελαττώματα σε μια έγκαιρη και ελεύθερη εξουσιοδότηση μέσα σε ένα έτος (όταν ο εξοπλισμός είναι ελαττωματικός, το προσωπικό υπηρεσιών μεταπωλήσεων θα αποκριθεί μέσα σε 2 ώρες μετά από να λάβει την ανακοίνωση. Σύμφωνα με την κατάσταση, το προσωπικό πρέπει να είναι σε ισχύ μέσα σε 48 ώρες. Το αργότερο έως 60 ώρες, για να εξασφαλίσει τη συνοχή της παραγωγής από τον αγοραστή
(2) μετά από τον εξοπλισμό έχει περάσει την περίοδο εξουσιοδότησης, εάν υπάρχει ένα πρόβλημα, τα δύο κόμματα την επικοινωνεί και εξετάζει. Εάν είναι απαραίτητο, το προσωπικό μεταπωλήσεων θα σταλεί για να το επισκευάσει, και μόνο το κόστος θα χρεωθεί. Zh
(3) κατά τη διάρκεια της περιόδου εξουσιοδότησης που ορίζεται στη σύμβαση και την τεχνική συμφωνία που υπογράφονται από τα δύο κόμματα, η επιχείρηση θα παράσχει μια εξουσιοδότηση για τα ποιοτικά προβλήματα που δεν προκαλούνται από την ανθρώπινη ζημία κατά τη διάρκεια της κανονικής χρήσης των προϊόντων μας.













